
采用蓄热器是利用设备的蓄热能力是平衡短时尖峰负荷进行供热调节的方法之一。供热调节是在满足用户热负荷要求的前提下,努力降低能源消耗和减小投资的重要方式。水热网的供热系统主要采用质调节的方式。所谓质调节是指通过调节供水温度进行供热量调节,它可通过调整基本加热器的抽汽压力,投入尖峰加热器或热水锅炉的方式进行。蒸汽蓄热器可对变化的蒸汽负荷进行辅助调节,可保证尖峰时蒸汽供热系统和设备的稳定性和经济性。
蒸汽蓄热器是一种应用最广泛的供热调节方式。当供蒸汽量大于用汽量时,多余的蒸汽进入蓄热器加热其中的储水(饱和水),蒸汽本身也凝结于其中,蓄热器中的压力随之上升。当用汽量大于供蒸汽量时,蓄热器中的储水(饱和水)因降压而沸腾,提供蒸汽以保持供热负荷不变。整个工作过程由一组自动调节阀门自行控制,其中一个阀门用以保持供蒸汽压力不变,另一个阀用以保持用汽压力不变,而蓄热器压力则在二者之间变化。供蒸汽压力与用汽压力之间的压差越大,蓄热器可储蓄的热量也越大,并可按不同的情况来选择其容积。



原材料为采用业内龙头公司定扎钢板,确保原材料质量稳定可靠;有效减少了纵、环缝数量和封头拼接焊缝,筒体仅需要切掉毛边,无大块废料,提高了材料利用率并且保证了产品质量。
常规碳钢埋弧焊丝焊剂采用美国林肯焊丝焊剂,确保焊接质量稳定可靠,外观成型美观;
油漆分为国内和进口漆两种选择,喷漆后外观美观,油漆耐候性好。
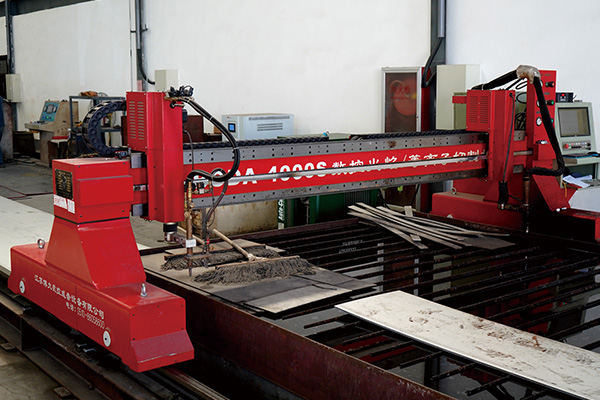
1、激光下料,下料精度高,误差在0.05毫米以内,确保了焊接质量;换热器折流板可直接激光切割。
2、厚度≤10㎜不锈钢纵环焊缝采用等离子焊,单面焊双面成型,减少了焊丝用量,比埋弧焊减少了碳弧气刨工序,避免了渗碳,外观成型美观,热输入小,焊接质量好,射线检测合格率在99%以上
3、氩弧自动焊机,焊接质量好且稳定,焊缝外观成型美观。






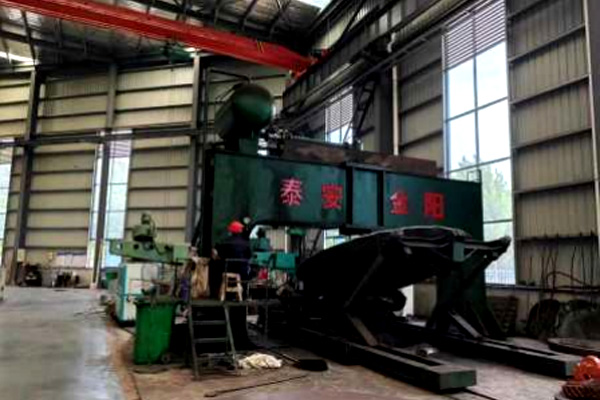
产品制造分为下料、封头压制、卷筒、纵缝环缝焊接、组焊、机加工、热处理、水压试验、喷砂、喷漆等十几个工序组,每个工序都配备专业人员,并且工序内再做二次分工,有效提高工作效率和产品质量。
公司拥有自营进出口权,具备A级锅炉、A1级压力容器设计、制造、安装全链条资质,设立博士后科研工作站、山东省工程研究中心、山东省企业技术中心等9大科技创新平台,拥有发明专利25项、国际PCT专利2项,牵头及参与起草国家、行业标准5项。













 鲁公网安备 37172902372055号
鲁公网安备 37172902372055号